







 Zajímavosti Technologie stykového odtavovacího svařování kolejnic a zřizování bezstykové koleje
Zajímavosti Technologie stykového odtavovacího svařování kolejnic a zřizování bezstykové kolejeTechnologie stykového odtavovacího svařování kolejnic a zřizování bezstykové koleje
Rubrika: Zajímavosti
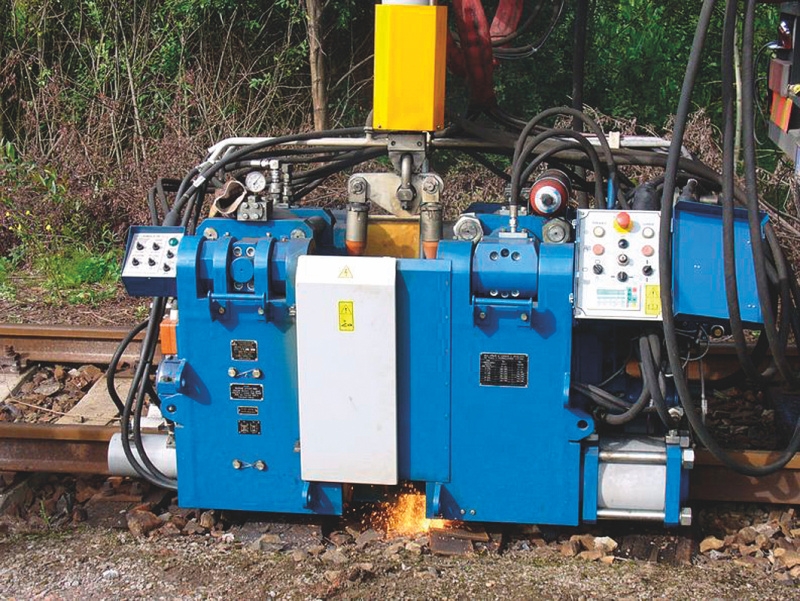
Již od roku 2006 provozuje společnost Skanska a. s. moderní dvoucestné svařovny DAF Welderliner se svařovacími hlavicemi typu K 922-1, které pomocí technologie odtavovacího stykového svařování provádějí vysoce kvalitní svary všech běžně užívaných typů širokopatních kolejnic.

ÚVOD
Technologie odtavovacího stykového svařování je úzce spjatá již se začátky zřizování bezstykové koleje v 50. letech minulého století. Stabilní svařovny i mobilní stroje typu PRSM zajišťovaly svařování kolejnic do dlouhých pasů, závěrné svary pak byly prováděny technologií aluminotermického svařování. Mobilní svařovací souprava typu KSM 005 umožňuje poprvé zřízení bezstykové koleje v celém rozsahu pouze s použitím technologie stykového odtavovacího svařování.
Základem mobilních svařoven jsou silniční vozidla DAF, vybavená čtyřkolovými železničními adaptéry. Ty umožňují rychlou adaptaci vozidel na kolejový provoz a tím optimální využití výlukových časů. Svařovací souprava KSM 005 s hlavicí K 922-1 svařuje kolejnice různých tvarů o průřezu v rozsahu 6 500 až 10 000 mm2. Po úpravě provedené v loňském roce je možné nasazení jednoho vozidla i v obloucích s převýšením až do 120 mm.
TECHNOLOGICKÝ POSTUP SVAŘOVÁNÍ
Pracovní postup odtavovacího stykového svařování je v základních bodech stanoven předpisem S 3/5. Technologie musí především zohlednit tvar kolejnic a jakost ocele. Samotný pracovní cyklus se skládá z těchto hlavních fází:
- Příprava kolejnic na svařování
- Odtavovací fáze
- Stlačení kolejnic
- Opracování výronku svaru
- Označení a kontrola kvality
První operací je důkladné očištění (obroušení) ploch stojin obou kolejnic v místě dotyku s upínacími čelistmi svařovacího stroje. Těmito plochami prochází proud vysoké intenzity, proto přechodový odpor musí být nízký. Rovinatost a vzájemná paralelnost obou čel kolejnic je rovněž předepsaná technologickým postupem. Po upnutí kolejnic v čelistech svařovací hlavice zahájí operátor proces na ovládacím panelu a pak již jenom bez dalších zásahů sleduje průběh cyklu.
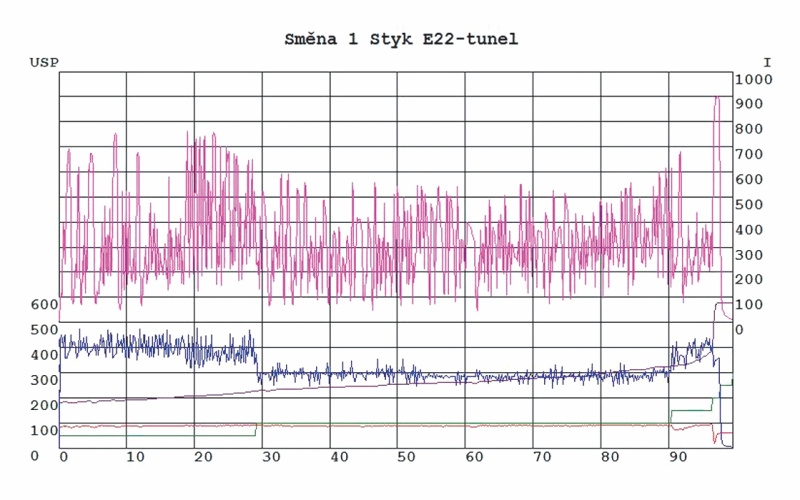
Odtavovací stykové svařování kolejnic se v praxi realizuje jako programem řízený automatický technologický cyklus, z něhož je kontinuálně vytvářen písemný a grafický záznam. Odtavovací fáze má zásadní vliv na průběh svařovacího cyklu a na kvalitu výsledného spoje. Tento proces probíhá v několika etapách, ve kterých se mění napětí a protékající proud, celkový čas je zkrácen díky použití pulzujícího odtavování. Kolejnice jsou upnuty do čelistí svařovacího zařízení a prostřednictvím kontaktu ve stojinách se elektricky spojí se sekundárním obvodem svařovacího transformátoru. Čela kolejnic se k sobě přiblíží až do vzájemného dotyku, který nenastává celou plochou svařovaných ploch, ale pouze v oddělených bodech v závislosti na mikronerovnosti povrchu. V důsledku vysoké hustoty protékajícího proudu se postupně kov taví při současném plynulém přibližování čel kolejnic.
Stlačení představuje závěrečnou etapu svářecího cyklu, v jeho průběhu se vytlačí všechen tekutý kov s okysličenými částmi ze svařovací mezery a nastane plastická deformace sousedních předehřátých vrstev svařovaných dílů. Vzniknou nové meziatomické vazby, přičemž je důležité dosáhnout optimální velikosti zrn krystalické struktury kovu pro zabezpečení dobrých mechanických vlastností. Celkový úbytek délky kolejnic činí 22 až 26 mm.
Kvalita svarů je pravidelně ověřována defektoskopicky a zkouškami lámavosti. Výsledky potvrzují výborné parametry dosud provedených svarů jak v kolejích celostátních drah, tak u tramvajových tratí nebo v pražském metru. Oproti aluminotermickým svarům je navíc zajištěna dlouhodobá kvalita. Díky menšímu rozsahu tepelně ovlivněné části nedochází k tvorbě projetých svarů, což je přínosné zejména u vnitřních kolejnicových pasů v obloucích zatížených tratí. U kolejnic s tvrzenou hlavou (HSH) bude použití stykových odtavovacích svarů zřejmě brzy podmínkou zadavatelů.
VYUŽITÍ PŘI ZŘIZOVÁNÍ BEZSTYKOVÉ KOLEJE
Zkušenosti se zřizováním bezstykové koleje pomocí mobilních svařoven získáváme zejména na stavbách v Polsku, kde zadavatel požaduje provedení všech svarů kolejnic technologií stykového odtavování. Bezstykovou kolej lze zřizovat:
- z kolejnicových pasů dl. 25 m postupným přivařováním;
- z kolejnicových pasů délky max. 450 m, v obloucích o poloměru menším než 600 m smí být délky pasů max. 250 m.
Při zřizování bezstykové koleje z pasů delších než 50 m musí být kolejnicové pasy uložené na kluzné podložky umožňující volný pohyb kolejnicových pasů. Vzhledem k velmi vysoké stlačovací síle svařovací hlavice lze bez problému přivařit i kolejnicové pasy dl. 450 m uložené na kluzných podložkách. Dále je postup prací ovlivněn klimatickými podmínkami. V období, kdy teploty kolejnic nedosahují rozmezí dovolených upínacích teplot 17 – 23 °C (v Polsku 15 – 30 °C), je nezbytné provést prodloužení kolejnicových pasů na délku odpovídající povolené upínací teplotě napínáním kolejnicových pasů, nebo jejich ohřevem.
POSTUP PŘI ZŘIZOVÁNÍ BEZSTYKOVÉ KOLEJE PŘI NAPÍNÁNÍ KOLEJNICOVÝCH PASŮ
- Ověření, zda směrová poloha koleje je již v definitivní poloze a zda profil kolejového lože odpovídá příslušným ustanovením předpisu S3/2.
- Uvolnění upevňovadel v celé délce přivařovaného kolejnicového pasu strojní zatáčečkou.
- Uložení kolejnicových pasů na kluzné stoličky tak, aby se kolejnicové pasy nedotýkaly kolejnicových podpor; v oblouku se na vnitřní stranu obou kolejnicových pasů vloží boční kluzné opěrky proti překlopení kolejnic.
- Před i za napínaným úsekem se zřídí kotvící úsek o délce 40 – 50 m. Přesná délka se určí z rozdílu požadované upínací teploty a skutečné teploty kolejnic (na 1 °C rozdílu se doporučuje upnout kolejnici na pěti pražcích při napínání jednoho pasu, na deseti pražcích při napínání obou pasů).
- Na stykových a sousedních pražcích, kde budou zřízeny svary; se z pražců odstraní upevňovadla. Pokud styk vychází na pražec či do jeho těsné blízkosti, kde by byl omezen pohyb seřezávacího nože, je nutné kolejnicový pás zkrátit pilou nebo rozbruskou.
- Svaření kolejnicových pasů v montážních stycích č. 100/11 a MS100/12.
- Na začátku a konci napínaného úseku a rovněž v mezilehlé části cca po 100 – 120 m se na kolejnici oproti hraně podkladnice či pražce zřídí kontrolní značky tak, aby bylo možné kontrolovat posun kolejnice při napínání a prokluzu.
- Po upevnění napínáku na konec napínaného úseku (v místě závěrného styku č. 2) se kolejnice pomocí napínacího zařízení prodlouží na délku odpovídající horní hranici dovolené upínací teploty podle tabulky uvedené v předpise S3/2. Skutečné prodloužení a jeho rovnoměrnost v celé délce kolejnicového pasu se kontroluje na kontrolních značkách. Alternativně lze prodloužení měřit epsilonovou tyčí. Údaje o napínání se zaznamenají do dokumentace.
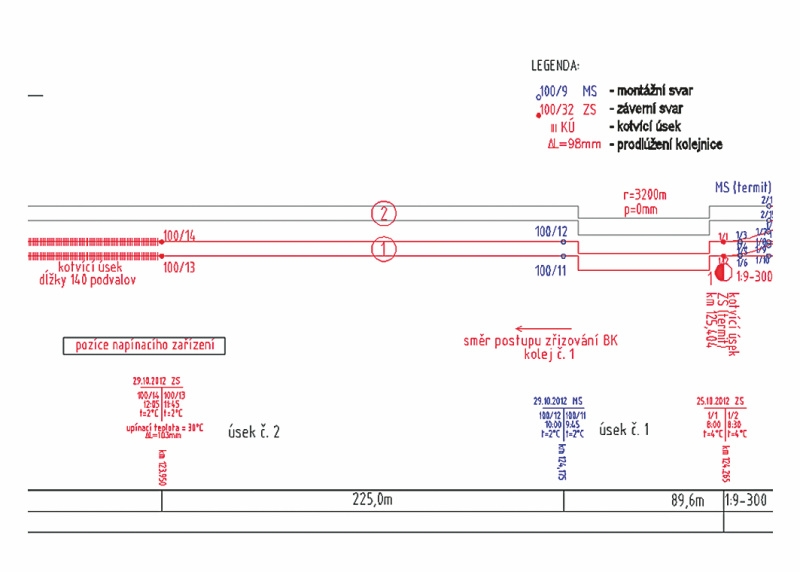
- Vyjmou se kluzné stoličky a kolejnice se upne ke každému třetímu pražci. Na konci napínaného úseku před místem závěrných svarů ZS 100/13 a ZS 100/14 (viz obrázek) se zřídí kotevní úsek, pouze upevňovadla na posledních dvou pražcích se odstraní.
- Svařovna přejede na úsek 2 do místa závěrných svarů ZS 100/13 a ZS 100/14.
- Odstraní se napínák kolejnicových pasů.
- Zkontroluje se prokluz na kontrolních značkách. Zjištěná hodnota prokluzu se připočte k potřebnému prodloužení v dalším napínaném úseku.
- Postupně se dotahují i zbylá upevňovadla, která zůstala povolená před přejezdem svařovny, v obloucích se vyjmou boční kluzné opěrky.
Při zřizování bezstykové koleje v dalších úsecích se opakují činnosti uvedené pod body 1 – 13. Poslední závěrné sváry je nutné provést technologií aluminotermického svařování.
Pomocí napínaní (práce se realizovaly v podzimních měsících) bylo provedeno zřizování bezstykové koleje v mezistaničním úseku Rożki – Jastrząb, v celkové délce 11 km. Na uvedeném schématu je pak znázorněno schéma postupu v samotné v železniční stanici Jastrząb. Na této stavbě bylo dosaženo denních výkonů svařování a zřizování bezstykové koleje v délce 1 000 – 1 500 m.
V období, kdy teplota kolejnic klesá do rozmezí hodnot povolených pro zřizování bezstykové koleje pouze v noci, je výhodné svařovat přes den kolejnice v dlouhé kolejnicové pasy a v noci, při dovolené upínací teplotě, provádět závěrné sváry a zřizovat bezstykovou kolej. To vše za předpokladu, že jsou k dispozici dvě posádky svářečů.


NEJčtenější souvisejicí články (v posledních 30-ti dnech)
Článek se ve dvou dílech zabývá řízením železniční dopravy. Problematika řízení železniční dopravy je v rámci jednotlivý...
V minulém roce médii proběhly informace typu, „kruhových objezdů je hodně“, „v některých případech jsou zbytečné a nesmy...
Druhá část článku z oboru železniční dopravy, zabývajícího se konkrétně tématem jejího řízení, vysvětluje základní aspek...
NEJlépe hodnocené související články
Na 6,5 kilometru dlouhém mezistaničním úseku dvoukolejné trati stavbaři odstranili vady snižující komfortní užívání trat...
říká v rozhovoru pro Silnice železnice Radim Čáp, ředitel divize 4 Metrostavu a zároveň člen představenstva, který má na...
Nově budovaný severní obchvat Opavy (I/11 Opava, severní obchvat - východní část) má výrazně ulevit dopravní situaci v m...
NEJdiskutovanější související články
Původní most v obci Podolsko postavený v letech 1847 – 1848 přestal počátkem dvacátých let minulého století vyhovovat do...
ArcelorMittal Ostrava prostřednictvím své dceřiné společnosti ArcelorMittal Distribution Solutions Czech Republic pokrač...
„Vnější pražský okruh se stane alfou a omegou tranzitní přepravy na území ČR,“ řekl Ing. Marcel Rückl, porad...



ISSN 1803-8441 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


