







 Technologie Statistická analýza změn mechanických vlastností betonářské výztuže svařováním
Technologie Statistická analýza změn mechanických vlastností betonářské výztuže svařovánímStatistická analýza změn mechanických vlastností betonářské výztuže svařováním
Tento článek vznikl za finanční podpory grantového projektu číslo FT-TA5/148 Ministerstva průmyslu a obchodu ČR, řešeného pod názvem „Výzkum změn mechanických vlastností řízeně chlazené betonářské oceli svařováním a výzkum dalších metod spojování betonářské výztuže“, projekt byl realizován v letech 2008 až 2010. Projekt sleduje hodnocení výsledků dosažených mechanických vlastností 2 040 ks vzorků betonářské oceli jakosti B500A, B500B, B500C, celkem 28 kombinací průměrů, jakostí oceli, svarových spojů a základních materiálů [7].

CHARAKTERISTIKA VZORKŮ BETONÁŘSKÉ OCELI
Pro analýzu byl zvolen veškerý sortiment, který se používá na stavbách pozemních komunikací, a to jakost B500A, B500B, B500C, pro nosné části železobetonových konstrukcí, podrobně viz tabulka 1. Betonářské oceli byly náhodně odebírány na stavbách pozemních komunikací, z běžného sortimentu, který byl dostupný, v současné době jsou betonářské oceli ve stavbách zabudovány.
Aby se vyloučila možná vada základního materiálu betonářské oceli, byla stanovena metodika pro zhotovení vzorků a dělení vzorků z jedné tyče, viz obr. 1. Z každé jednotlivé tyče byly děleny tři vzorky:
- vzorek A – základní materiál betonářské oceli, označen jako BS ve statistické analýze,
- vzorek B – vzorek s tupým spojem, V-svar, svařen svářečem za běžných podmínek na stavbě, označen jako TS ve statistické analýze,
- vzorek C – vzorek s křížovým spojem, svar křížový, délky do 8 mm, z obou stran tyče, svařen svářečem za běžných podmínek na stavbě, označen jako KS ve statistické analýze.
Pro jednotlivé jakosti oceli byly použity následující rozměry tyčí:
- jakost B500A – průměry 8, 10, 12 mm,
- jakost B500B – průměry 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32 mm,
- jakost B500C – průměry 10, 12, 16, 20, 32 mm.
Každý průměr a jakost oceli reprezentovalo 90 ks vzorků, celkem tedy 1 800 ks vzorků. V průběhu prováděných experimentů byly dosaženy takové výsledky mechanických zkoušek, že bylo s ohledem na jejich ověření doplněno dalších 240 ks vzorků, jakosti B500B, průměr 12, 14, 16, 18, 20, 22, 25, 28 mm. Celkem bylo předmětem experimentu 2 040 ks vzorků.
Počet vzorků byl doplněn z toho důvodu, že s ohledem na co největší přiblížení k reálným podmínkám na stavbách, byly svary prováděny za běžných podmínek, ve venkovním prostředí, při teplotách 5 až 20 °C, při větru, dešti, sněžení, pod přístřešky. Při realizaci mechanických zkoušek vznikly důvody, blíže zkoumat vliv svařování za ideálních podmínek na výslednou kvalitu svarových spojů. Proto byly dodatečně vybrané tyče oceli B500B svařeny tupým svarem ve svářečské škole, za ideálních podmínek. Vzorky byly označeny jako vzorek B‘-vzorek s tupým spojem, V-svar, označen jako TS-S ve statistické analýze.
Mechanické zkoušky byly prováděny v akreditované laboratoři TüV NORD Czech, s. r. o. Výsledky byly vyhodnocovány programem STATISTICA firmy StatSoft.
Tabulka 1 – Přehled zkoušených betonářských ocelí [7]
| Označení oceli | Charakteristické zaručené mechanické vlastnosti | ||||
| Značka oceli | Číslo oceli | Technické dodací předpisy | Re min [MPa] | Rm/Re min | Agt min [%] |
| B500A | 1.0438 | ČSN 42 0139 | 500 | 1,05 | 2,5 |
| B500B | 1.0439 | ČSN 42 0139 | 500 | 1,08 | 5 |
| B500C1) | podle výrobce | v roce 2009 zatím podle národních norem1) (EN 10080) | 500 | 1,15 - 1,35 | 7,5 |
| 1) Ocel B500C se v České republice nevyrábí, ČSN 42 0139 ji neuvádí. | |||||
STATISTICKÉ VYHODNOCENÍ VÝSLEDKŮ MECHANICKÝCH ZKOUŠEK
V tomto článku se omezujeme na výsledky v případě oceli jakosti B500A a B500B od průměru 20 mm, výsledky analýz jsou ale k dispozici pro všechny průměry a jakosti oceli, která byla zkoušena.
Porovnávání hodnot sledovaných proměnných s normovanými hodnotami
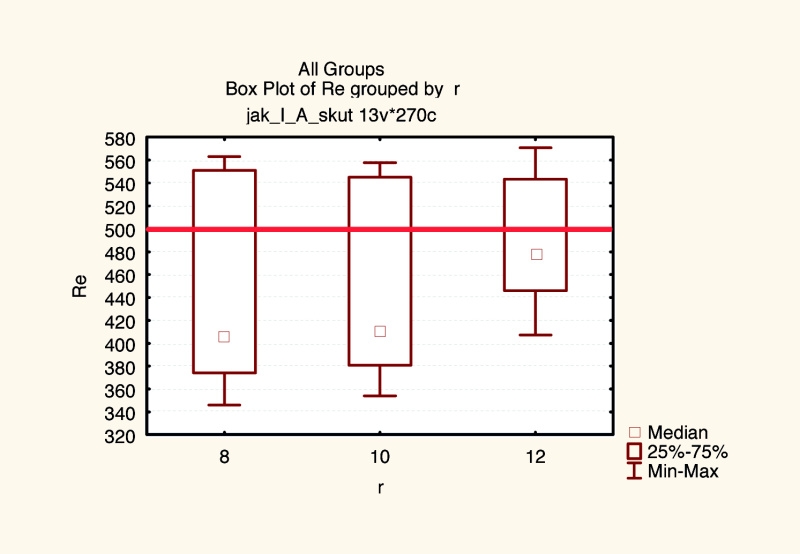
Z krabicových diagramů Re, Rm, Rm/Re a Agt je zřejmé, že v některých případech vyhovuje normě (tj. požadavkům z tabulky 1) méně než 100 % vzorků. Např. na obr. 2 při roztřídění všech 270 vzorků oceli jakosti B500A podle průměru vidíme, že ve všech případech vyhovuje normě vzhledem k Re méně než 100 % vzorků.Proto se ověřuje, zda lze předpokládat, že bude splněna norma v alespoň 95 % případů s rizikem omylu maximálně 5 %. V případě oceli jakosti B500A byly na hladině významnosti 0,05 testovány nulové hypotézy:
TRe: H0: P(Re ≥ 500) ≥ 0,95,
TRm: H0: P(Rm ≥ 525) ≥ 0,95,
TRm/Re: H0: P(Rm/Re ≥ 1,05) ≥ 0,95,
TAgt: H0: P(Agt ≥ 2,5) ≥ 0,95
proti opačným alternativním hypotézám na hladině významnosti 0,05. Testy byly realizovány pomocí 95procentního horního intervalového odhadu podílu vyhovujících. Pokud je 0,95 větší než horní hranice tohoto intervalu, zamítáme nulovou hypotézu, že materiál vyhovuje normě s rizikem omylu maximálně 5 %. Když jsme nezamítli nulovou hypotézu, tj. v případě, že rozdíly nejsou statisticky významné, doplňujeme výsledky o 95procentní dolní intervalový odhad podílu vyhovujících. Označme T počet vyhovujících, n počet vzorků a F (f1, f2;1-α) 100(1-α) – procentní kvantil Fischerova rozdělení s f1 a f2 a stupni volnosti. Potom je horní hranice H, resp. dolní hranice D 100(1-α) – procentního horního, resp. dolního intervalového odhadu podílu vyhovujících:
Testy byly prováděny pro všechny typy svarů a všechny průměry. Hranice podílu vyhovujících pro n = 30 při koeficientu spolehlivosti 0,95 jsou uvedeny v tabulce 2.
Tabulka 2 – Hranice podílu vyhovujících z třiceti vzorků, koeficient spolehlivosti 0,95
| počet vzorků n | počet vyhovujících | podíl vyhovujících | horní hranice podílu vyhovujících | dolní hranice podílu vyhovujících | výsledek testu |
| 30 | 30 | 1,00000 | 1,00000 | 0,90497 | nezamítáme platnost normy |
| 30 | 29 | 0,96667 | 0,99829 | 0,85140 | nezamítáme platnost normy |
| 30 | 28 | 0,93333 | 0,98802 | 0,80468 | nezamítáme platnost normy |
| 30 | 27 | 0,90000 | 0,97218 | 0,76140 | nezamítáme platnost normy |
| 30 | 26 | 0,86667 | 0,95315 | 0,72039 | nezamítáme platnost normy |
| 30 | 25 | 0,83333 | 0,93194 | zamítáme platnost normy |
Je-li tedy z 30 vzorků počet vyhovujících maximálně 25, tj. podíl vyhovujících maximálně 0,83333, materiál nevyhovuje normě. Rozdíly oproti normě jsou statisticky významné.
Je-li z 30 vzorků počet vyhovujících minimálně 26, tj. podíl vyhovujících minimálně 0,86667, nezamítáme hypotézu, že materiál vyhovuje normě. Rozdíly oproti normě nejsou statisticky významné. Je ale zapotřebí si uvědomit, že např. v případě 26 vyhovujících z 30 vzorků, může být procento vyhovujících minimálně 72,039 s rizikem omylu 5 %.
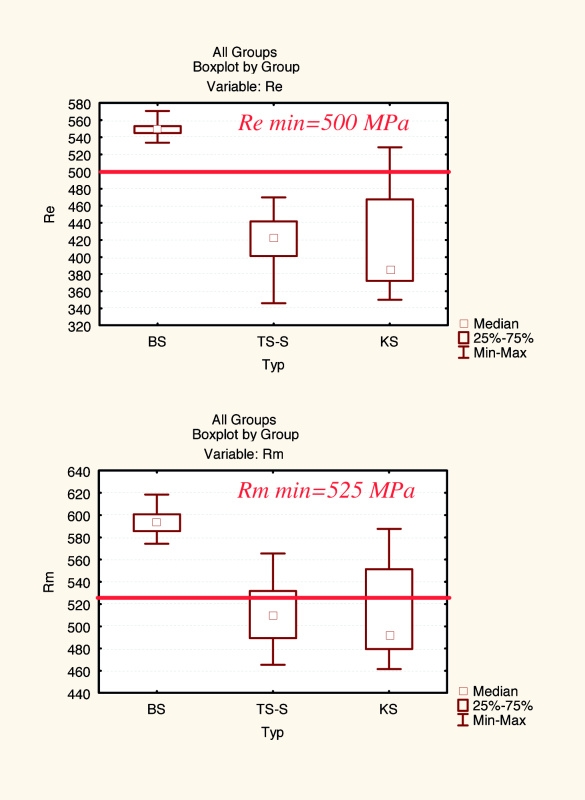
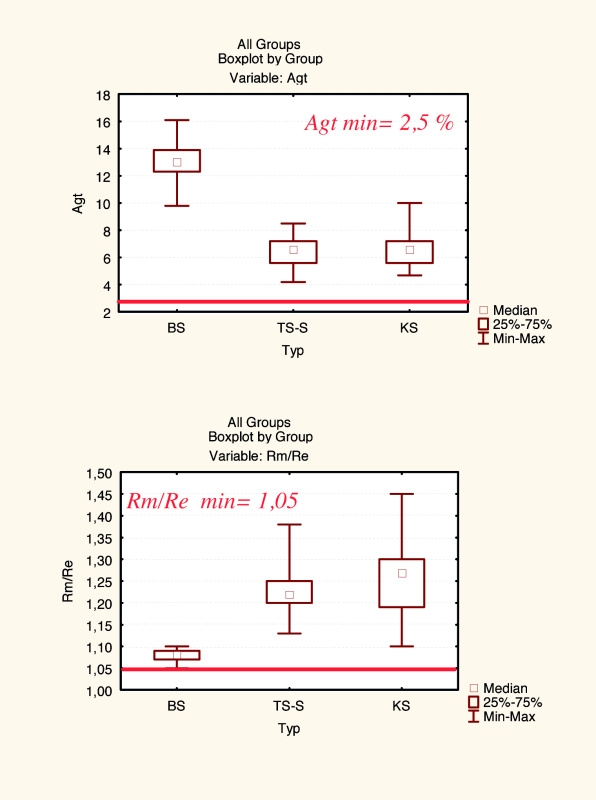
Při roztřídění všech 270 vzorků oceli B500A podle typu svaru vyhovuje 100 procent vzorků normě vzhledem k Re a Rm pouze v případě základního materiálu BS. Vzhledem k Agt a Rm/Re vyhovují všechny vzorky v případě všech typů svarů. Viz obr. 3 a obr. 4.
V případě tupých a křížových svarů se testují dané hypotézy pro jednotlivé průměry 8, 10 a 12 mm vzhledem k Re a Rm. Výsledky shrnují tabulky 3 a 4. Oba typy svarů nevyhovují normě pro všechny průměry vzhledem k Re a pro průměry 8 a 10 mm vzhledem k Rm.
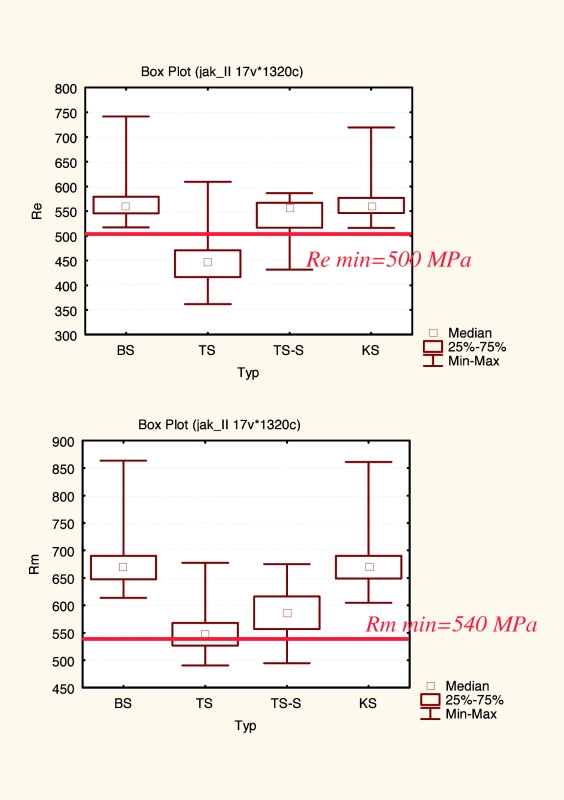
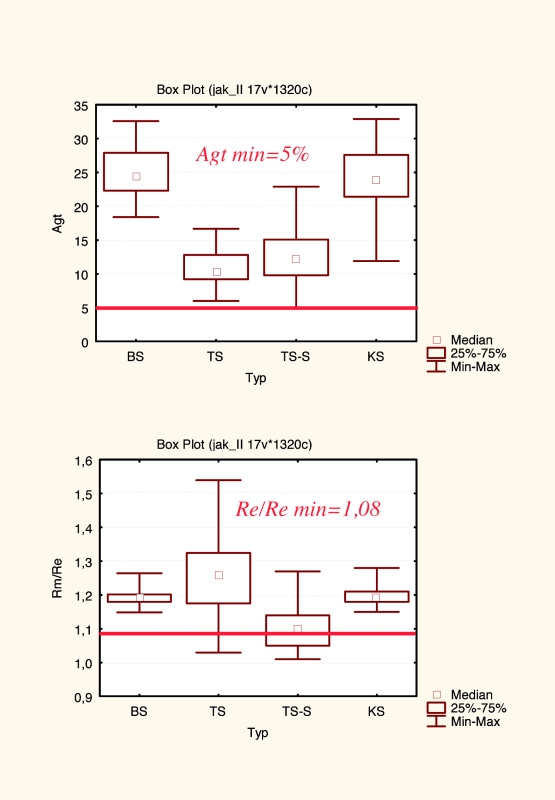
Stejně bylo postupováno u oceli jakosti B500B. Formulace nulových hypotéz vychází opět z tabulky 1, ale samozřejmě z požadavků pro tuto jakost. Z obr. 5 a obr. 6 je patrné, že 100 % vzorků vyhovuje vzhledem k Re, Rm a Rm/Re pouze u základního materiálu BS a křížového svaru KS, vzhledem k Agt vyhovuje 100 % vzorků u všech typů svarů. Na hladině významnosti 0,05 byly testovány hypotézy o podílu vyhovujících v případě Re, Rm a Rm/Re pro tupé svary TS a TS-S. Výsledky pro Re jsou uvedeny v tabulce 5. Vzhledem k Re u tupého svaru TS nevyhovují normě všechny průměry, u tupého svaru TS-S nevyhovují průměry 20 a 28 mm. Analogické výsledky byly získány pro Rm a Rm/Re s tím, že tupý svar TS nevyhovuje normě vzhledem k Rm u více průměrů než tupý svar TS-S, vzhledem k Rm/Re je situace opačná.
Tabulka 3 – Rozložení četností vyhovujících vzorků TS-S a KS vzhledem k Re, ocel B500A
| Summary Frequency Table (jak_I) | |||
| r | Re norma | Typ TS-S | Typ KS |
| 8 | vyhovuje | 0 | 0 |
| Total | 30 | 30 | |
| 10 | vyhovuje | 0 | 0 |
| Total | 30 | 30 | |
| 12 | vyhovuje | 0 | 5 |
| Total | 30 | 30 | |
| Column Total | 90 | 90 | |
Tabulka 4 – Rozložení četností vyhovujících vzorků TS-S a KS vzhledem k Rm, ocel B500A
| Summary Frequency Table (jak_I) | |||
| r | Rm norma | Typ TS-S | Typ KS |
| 8 | vyhovuje | 3 | 0 |
| Total | 30 | 30 | |
| 10 | vyhovuje | 5 | 0 |
| Total | 30 | 30 | |
| 12 | vyhovuje | 26 | 30 |
| Total | 30 | 30 | |
| Colmn Total | 90 | 90 | |
Vliv svařování na hodnoty sledovaných mechanických vlastností
Dále bylo ověřováno, zda dochází ke změně mechanických vlastností oceli svařováním a zda tyto vlastnosti závisí na prostředí svařování (svářečská škola, venkovní prostředí). K jakým změnám by mohlo docházet je patrné z obr. 3 až obr. 6. Pro ověření případných změn byl použit neparametrický párový znaménkový test, pomocí kterého ověřujeme, zda jsou mediány dvou veličin stejné. Vzhledem k tomu, že rozsah výběru pro každý typ svaru a každý průměr byl větší než 20, lze za testovací kritérium volit statistiku:
kde SZ+ je počet kladných rozdílů, n je počet nenulových rozdílů a ½ přičteme, když SZ+ < n/2 a odečteme v opačném případě. Tato statistika má za platnosti nulové hypotézy asymptoticky normované normální rozložení. Testování bylo provedeno pomocí p hodnoty testu, která udává maximální riziko mylného zamítnutí nulové hypotézy. Je-li p hodnota maximálně 0,05, zamítáme nulovou hypotézu s rizikem omylu maximálně 5 %.
U oceli jakosti B500A jsou p hodnoty testů v případě všech sledovaných proměnných, všech typů svarů a všech průměrů nulové. Všechny typy svarů mají tedy vliv na všechny sledované mechanické vlastnosti oceli v případě všech průměrů.
Z tabulky 6 plyne, že u jakosti B500B v případě Re nejsou statisticky významné rozdíly pouze mezi základním materiálem BS a křížovým svarem KS pro všechny průměry a rozdíl mezi základním materiálem BS a tupým svarem TS-S pro průměr 28 a 32 mm. Rozdíly mezi tupými svary TS a TS-S jsou statisticky významné pro všechny průměry. V případě Rm a Rm/Re dostáváme podobné výsledky. U Agt nejsou statisticky významné rozdíly pouze mezi základním materiálem BS a křížovým svarem KS pro průměr 28 a 32 mm. Rozdíly mezi tupými svary TS a TS-S jsou statisticky významné pro průměr 20 a 25 mm (viz tabulka 7).
Tabulka 5 – Rozložení četností vyhovujících vzorků TS a TS-S vzhledem k Re, ocel B500B
|
Summary Frequency Table (jak_II) |
|||
| r | Re norma | Typ TS | Typ TS-S |
| 20 | vyhovuje | 0 | 16 |
| Total | 30 | 30 | |
| 22 | vyhovuje | 7 | 30 |
| Total | 30 | 30 | |
| 25 | vyhovuje | 0 | 29 |
| Total | 30 | 30 | |
| 28 | vyhovuje | 0 | 14 |
| Total | 30 | 30 | |
| 32 | vyhovuje | 0 | 26 |
| Total | 0 | 30 | |
| Column Total | 120 | 150 | |
Tabulka 6 – P hodnoty znaménkového testu, jakost oceli B500B, mez kluzu Re
| Sign Test (jak_II_pom_1) Re Marked tests are sig at p < 0,05 | |||||
| r = 20 | r = 22 | r = 25 | r =28 | r =32 | |
| BS & TS | 0,00 | 0,00 | 0,00 | 0,00 | - |
| BS & TS-S | 0,00 | 0,00 | 0,00 | 0,20 | 0,10 |
| BS & KS | 0,58 | 0,86 | 1,00 | 0,86 | 0,86 |
| BS & TS-S | 0,00 | 0,00 | 0,00 | 0,04 | - |
Tabulka 7 – P hodnoty znaménkového testu, jakost oceli B500B, mez tažnosti Agt
| |
Sign Test (jak_II_pom_1) Agt Marked tests are sig at p < 0,05 | ||||
| r = 20 | r = 22 | r = 25 | r = 28 | r = 32 | |
| BS & TS | 0,00 | 0,00 | 0,00 | 0,00 | - |
| BS & TS-S | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| BS & KS | 0,04 | 0,00 | 0,00 | 0,85 | 1,00 |
| BS & TS-S | 0,02 | 0,10 | 0,00 | 0,58 | - |
ZÁVĚR
Na základě rozsáhlého experimentu a statistických analýz bylo potvrzeno, že svařování betonářské oceli musí být věnována velká pozornost.
Je dále zřejmé, že je třeba se zabývat příčinami výskytu vad ve svarech, které významnou měrou přispívají k nesplnění požadovaných mechanických vlastností svarových spojů u oceli jakosti B500A a tupých svarů u jakosti B500B (zejména v případě meze kluzu Re a meze pevnosti Rm).
Zajímavá je i statisticky významná odlišnost všech sledovaných mechanických vlastností u oceli jakosti B500A a meze tažnosti Agt u oceli jakosti B500B křížového svaru a základního materiálu.
Statistická významnost rozdílných výsledků mechanických zkoušek svarových spojů u oceli jakosti B500B, které byly zhotoveny svářeči ve svářečské škole TS-S a svářeči ve venkovním prostředí TS, ukazuje na nutnost provádění průkazních zkoušek montážních spojů výhradně na montáži.
Experiment prokázal nutnost dodržování metodiky svařování v souladu s platnými technickými podmínkami „TP 193 Svařování betonářské výztuže a jiné typy spojů“ Ministerstva dopravy ČR, které vycházejí z platných norem ČSN EN ISO 17660.
LITERATURA:
[1] Anděl, J. Statistické metody, MATFYZPRESS, Praha, 1993
[2] ČSN EN ISO 17660-1. Svařování betonářské oceli – Část 1: Nosné svarové spoje, 2007
[3] ČSN EN ISO 17660-2. Svařování betonářské oceli – Část 2: Nenosné svarové spoje, 2007
[4] Fabián, V. Základní statistické metody, Nakladatelství ČAV, Praha, 1972
[5] Pošvářová, M. Technické podmínky TP 193 Svařování betonářské výztuže a jiné typy spojů. Praha: Mott MacDonald Praha, 2008. 132 s. ISBN 978-80-904172-0-5
[6] Pošvářová, M. – KOUTKOVÁ, H. Změny mechanických vlastností betonářské oceli svařováním, Konstrukce, 8. ročník, 5/2009, Ostrava, ISSN 1213-8762
[7] Pošvářová, M. Závěrečná zpráva spoluřešitele výzkumného projektu číslo FT-TA5/148 Ministerstva průmyslu a obchodu ČR, prosinec 2010
Statistical Analysis of Changes in Mechanical Features of Concrete Reinforcement by Welding
This article was made with the financial support of grant project number FT-TA5/148 of the Ministry of Industry and Trade of the Czech Republic, solved under the name „Research of changes in mechanical features of controlled cooled concrete steel by welding and research of additional methods of concrete reinforcement binding“, the project was carried out in 2008 to 2010. Project monitors evaluation of results of achieved mechanical features of 2,040 pieces of concrete steel samples of class B500A, B500B, B500C, a total of 28 combinations of diameters, steel quality, welding joints and basic materials.
![Obr. 1a – Vzorky po dělení a svařování z jedné tyče betonářské oceli [7]: Vzorek A, označený v krabicových grafech jako BS](/PublicFiles/UserFiles/images/SZ/2011/S411/redakce/800x800_kout01.jpg)
![Obr. 1b – Vzorky po dělení a svařování z jedné tyče betonářské oceli [7]: Vzorek B, označený v krabicových grafech jako TS nebo TS-S](/PublicFiles/UserFiles/images/SZ/2011/S411/redakce/800x800_kout02.jpg)
![Obr. 1c – Vzorky po dělení a svařování z jedné tyče betonářské oceli [7]: Vzorek C, označený v krabicových grafech jako KS](/PublicFiles/UserFiles/images/SZ/2011/S411/redakce/800x800_kout03.jpg)
NEJčtenější souvisejicí články (v posledních 30-ti dnech)
V současné době je v ČR legislativně umožněno používat do silničních tunelů delších než 1 km pouze vozovky s cementobeto...
Článok pojednáva o doterajších skúsenostiach použitia dvojzákrutových šesťuholníkových oceľových výstužných sietí RoadMe...
NEJlépe hodnocené související články
Příspěvek se zabývá alternativním uplatněním R-materiálu vzniklého z konstrukčních vrstev asfaltového betonu. Je uveden ...
NEJdiskutovanější související články
Příspěvek se zabývá hodnocením výsledků tvorby ochranné vrstvy patinujících ocelí u ocelových konstrukcí, které byly umí...
Špatný stav našich silnic, často prezentovaný v médiích, není způsoben tím, že bychom silnice neuměli stavět. Hlavní pří...
Velký obdiv zcela jednoznačně patří stavitelům z dob minulých, jejichž důmyslné a propracované stavby po staletí zdobí k...



ISSN 1803-8441 | © Copyright 2002 - 2026 KONSTRUKCE Media, s.r.o.
Jakékoliv užití obsahu včetně převzetí, šíření či dalšího zpřístupňování článků a fotografií je bez souhlasu nakladatelství zakázáno.
KONSTRUKCE Media, s.r.o., se sídlem Starobělská 1133/5, 700 30 Ostrava, zapsaná v obchodním rejstříku vedeným u Krajského soudu v Ostravě, oddíl C, vložka 22003, Identifikační sídlo: 25851276 | Tel.: 597 317 578 | Fax: 597 579 166


